Pусский
Pусский スペイン語
スペイン語(1) 概念の違い
鋳造:形のない溶融金属を形のある固体に変えること。
鍛造: ある形状の固体を別の形状の固体に変換することです。
鋳造は、ワックスで遊ぶようなものです。ワックス(スクラップまたは銑鉄)を購入し、そのワックスを液体にして型に入れると、さまざまな形が得られます。 (固体-液体-固体)
鍛造は生地を作る工程のようなものです。小さな生地をこねて型に入れ、さまざまな形の製品を作ります。ほとんど固体の形状は、高温で別の形状 (固体から固体) に変化する可能性があります。
鋳造は、溶融金属を金型に流し込んで鋳造品を得るプロセスです。鋳物専攻は、金属製錬プロセスと鋳造プロセス中のプロセスの制御に焦点を当てています。
鍛造は固体状態での塑性成形であり、押出、絞り、桟の増肉、打ち抜きなどの熱間加工と冷間加工に分けることができます。
(2) 鍛造はゆっくりと成形し、鋳造は一度の成形です。
鋳造: 溶融液体金属がキャビティを満たし、冷却します。部品の途中に空気穴ができやすい。
鍛造:主に高温での押し出しによって形成されます。パーツのシボを細かくすることができます。
2. 自由鍛造と型鍛造の違い
自由鍛造とは、加熱した金属ブランクを鍛造装置の上部と下部の鍛造鉄の間に置き、衝撃力または圧力を加えてブランクを直接変形させ、目的の鍛造品を得る加工方法です。自由鍛造は、そのシンプルな形状と柔軟な操作性から、単品、小ロット、重鍛造に適しています。自由鍛造は、手自由鍛造と機械自由鍛造に分けられます。手動自由鍛造は生産効率が低く、労働集約度が高い。これは、鍛造品の単純な小規模バッチの修理または生産にのみ使用されます。現代の工業生産では、機械を使用しない鍛造は鍛造生産になっています。重機の製造において、主な方法は特に重要な役割を果たします。
型鍛造の正式名称は型鍛造で、型鍛造設備に固定された鍛造型に加熱したビレットを入れて成形します。
型鍛造は、さまざまな設備で行うことができます。工業生産では、5KN から 300KN (0.5 から 30 トン) の範囲のトン数で、ハンマー型鍛造に蒸気空気ハンマーが主に使用されます。熱間型鍛造プレスは、25000KN から 63000KN の範囲のトン数で、プレスでの型鍛造に一般的に使用されます。
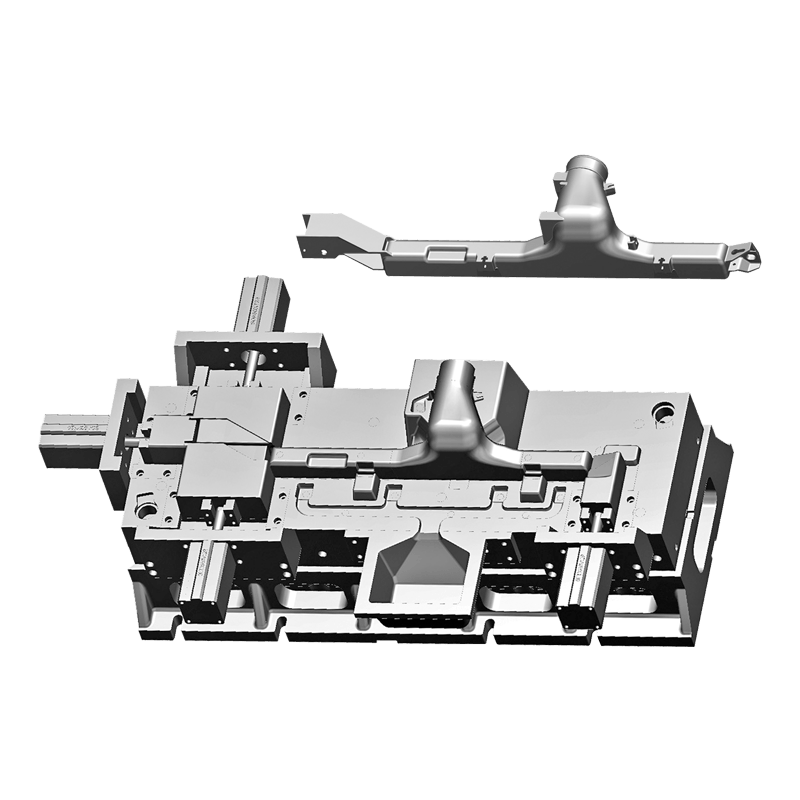
型鍛造の鍛造型構造には、単型鍛造型と多型ボア鍛造型があります。図3-13に示すように、1金型のホール鍛造金型です。あり溝と斜めのくさびを使用して鍛造型を固定し、鍛造型が外れて左右に動かないようにします。キーとキー溝は、鍛造金型を正確に位置決めし、前後に移動しないようにするために使用されます。シングル ダイ キャビティは、通常、最終的な鍛造ダイ キャビティです。鍛造時にビレットを作るためにエアハンマーが必要になることが多く、最終鍛造金型のキャビティを数回叩いて成形し、最後に鍛造品を取り出してバリを取り除きます。
3. 鋳造、鍛造、プレス、ダイカストの違い
(1) 鋳造とは、原料を溶かし、成形型の中で自然に成形することです。
鍛造とは、原材料を一定の温度まで加熱し、工具を使って鍛造することです。
スタンピングとは、適切なスタンピングダイで原材料をスタンピングすることです。
ダイカストは鋳造に基づいており、圧力を使用して溶解した原材料を金型に注入し、より高密度またはより正確な形状を実現します。
鋳造: 溶融液体金属がキャビティを満たし、冷却します。部品の途中に空気穴ができやすい。
(2)鍛造:主に高温での押し出しによって形成され、ワークピースの粒子を微細化できます。
部品の厚さは基本的に同じで、板金成形でのスタンピングに適しています。
部品の厚みが大きく異なり、形状が複雑で、ダイキャストで加熱されていません。
1.鋳造は、高圧鋳造と低圧鋳造の2種類に分けられます。簡単に言えば、金属が溶けた後、モデルをプレスする圧力が異なり、金属を加熱する温度と鋳造に使用する機械が異なります。
2.鍛造も鋳造法です。違いは、鍛造時の温度が低く、金属を半溶融状態で完成品にできる方法もあります。
3. スタンピングとは、半製品を室温でパンチングマシンなどで完成品にするプロセスです。
4.ダイカストも高温鋳造の方法です。構造が複雑で難しい鋳物の場合、ダイカストマシンで金属を加熱して液状にし、金型に押し込み、冷却後に金型を開いて製品を取り出します。鋳造法.