Pусский
Pусский スペイン語
スペイン語(1) 押し出されたビレットを金型に入れるとき、可塑性の低下と変形抵抗の増加を避けるために、ビレットを急速に冷却しないでください。同時に、ビレット表面と中心層の間の過度の温度差を避け、不均一な変形による押出不良や金型の損傷を防ぎます。
(2)金型とブランクの間の温度差を減らし、金型表面の温度が急激に上昇しないようにします。これにより、金型の内部温度差が大きくなり、大きな内部応力が発生します。作業中の金型への損傷のリスクを軽減します。
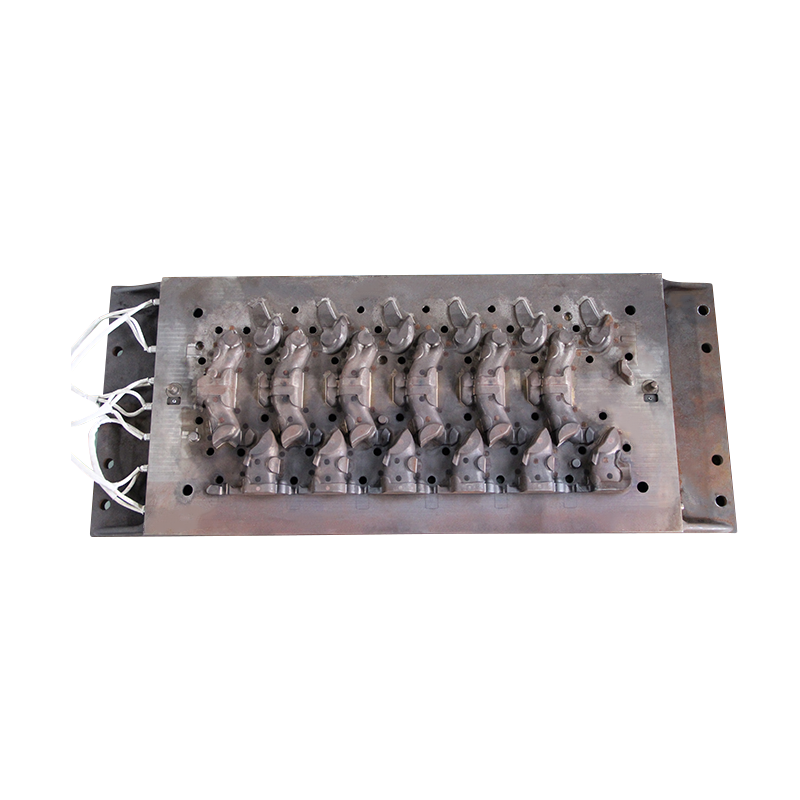
金型予熱の具体的な方法は、金型に特別な抵抗予熱器を取り付けるか、トーチを使用するか、金型に赤鉄ブロックを置いて予熱することです。予熱温度は、押出ブランクの温度に依存します。
また、金型の連続生産工程では、ビレット自体の温度よりも高いビレットとの長時間の接触により、凸型と凹型の金型の温度が上昇し続け、強度と硬度が急激に低下します。金型の寿命に影響します。同時に、高い押出応力の作用下では、温度が上昇した後の金型が変形しやすくなり、押出部品の形状と寸法精度に深刻な影響を与えます。したがって、金型構造では、金型温度を 150 ~ 300°C の範囲に保つために、冷却装置を設置するか、手動冷却方法を継続的に使用することを検討する必要があります。
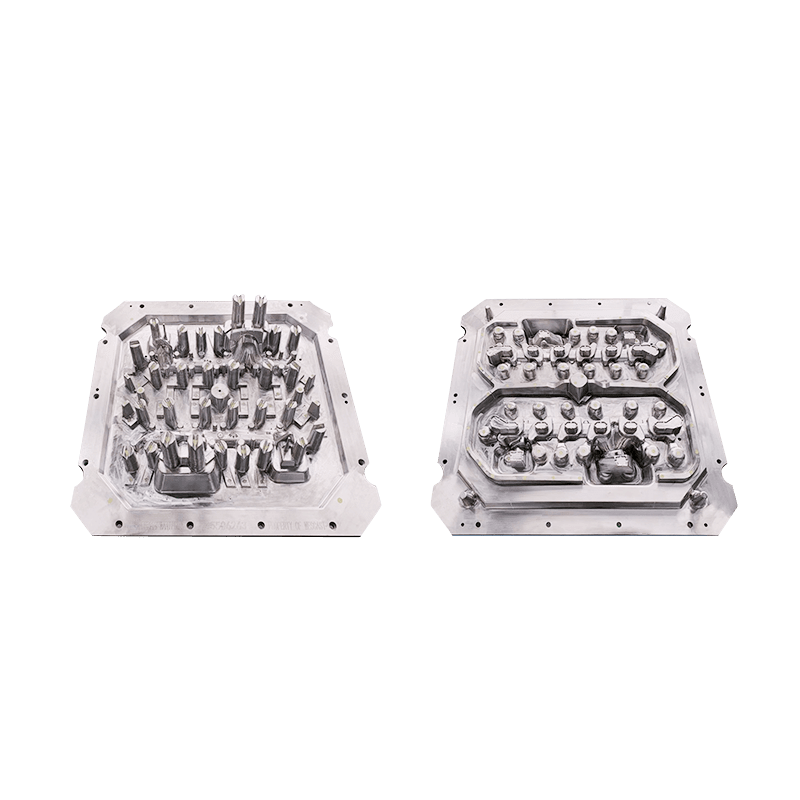
小ロット生産では、圧縮空気を使用して、各成形後に凸型および凹型などの作業部品を冷却したり、温間鍛造成形の時間間隔を延ばしたりできます。
大量生産では、金型温度が予熱温度範囲内で安定するように特別な対策を講じる必要があります。具体的な対策は以下の4つです。
(1) 連続生産で機械プレスを使用する場合、単位時間あたりのストローク数を適切に調整して、金型の冷却に十分な時間を確保することができます。
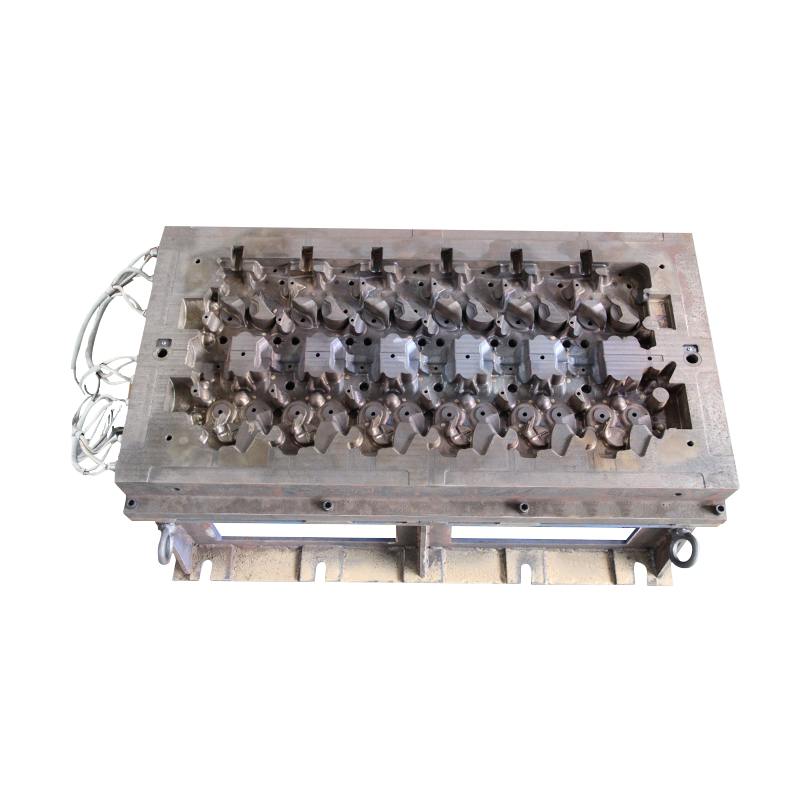
(2) 金型に穴を開けて、内部冷却を強化します。たとえば、ポンプを使用して圧力 0.12 ~ 0.14 MPa の潤滑剤を型の細孔に送り込み、吐き出して凸型を冷却し、圧力 0.4 ~ 0.5 MPa を凹型に吹き込みます。金型とエジェクタを冷却するための圧縮空気。
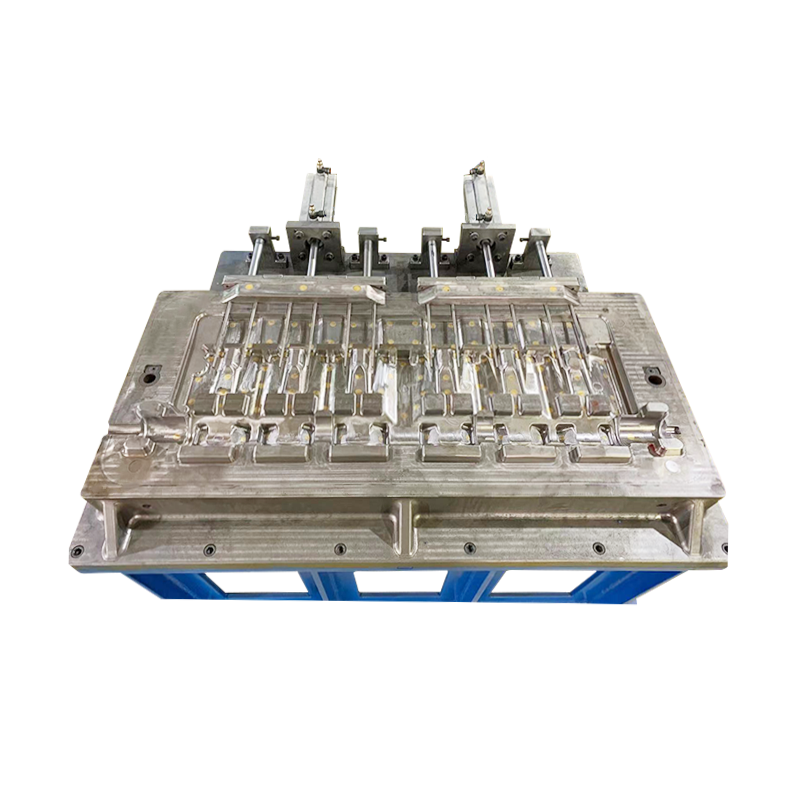
(3) 金型のスプレー冷却の場合、主な考慮事項は、水の急速な蒸発により潤滑剤が流れない場所です。
(4) 金型には水冷装置が装備されています.