Pусский
Pусский スペイン語
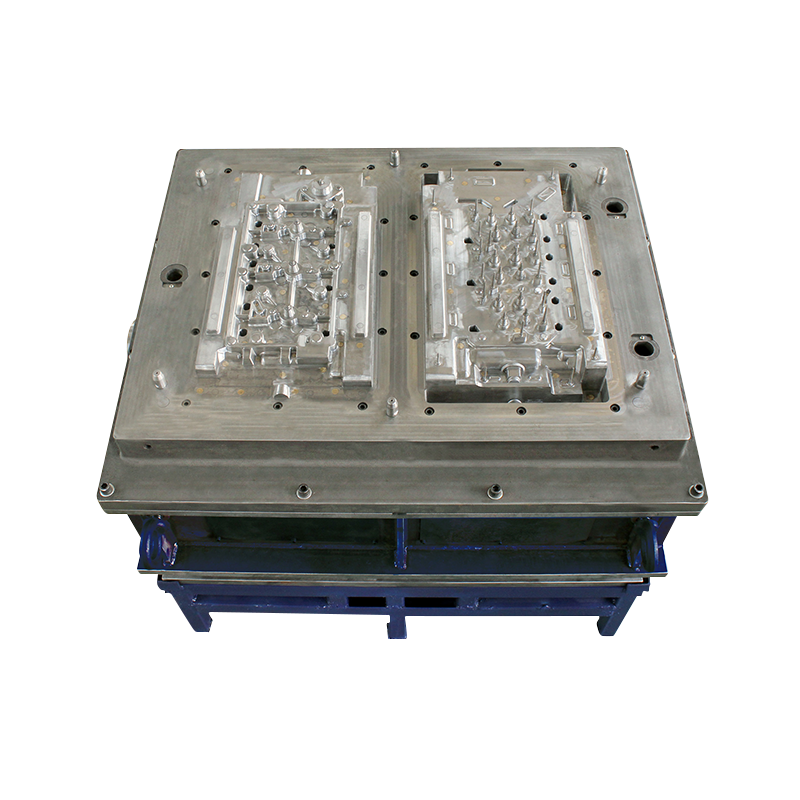
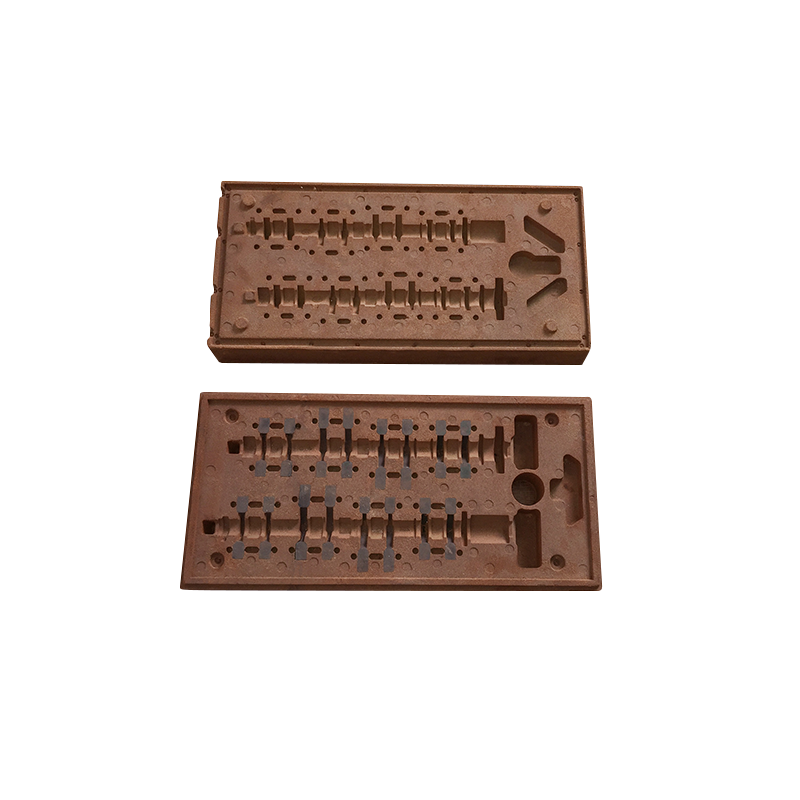
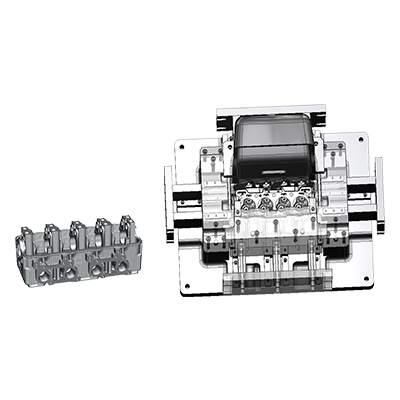
スペイン語 パンチダイはパンチに対応した付属品です。パンチのパンチ力とダイスの抵抗力の複合作用でワークが塑性変形し、加工が完了します。プレス加工に欠かせないパンチ金型。プレス工程は、金型、プレス装置、プレス材料で構成されています。プレス加工の3つの要素が組み合わさって初めて、プレス部品が得られます。 CNCパンチ金型の耐用年数は、合理的な金型構造、高い製造精度、優れた熱処理効果、およびパンチの正しい選択とパンチの金型取り付け精度に依存します。金型の正しい使用、メンテナンス、メンテナンスは無視できません。リンク。
(1)金型を取り付けて使用する前に汚れを取り除き、金型のガイドスリーブと金型が良好に潤滑されていることを厳密に確認する必要があります。
(2) パンチプレスのターンテーブルと金型取付台を定期的に点検し、上下のターンテーブルの同軸精度を確保してください。
(3) 凸型と凹型の方向が一致するように、型の取り付け手順に従ってターンテーブルに凸型と凹型を取り付けます。特に、方向要件のある金型は、誤った取り付けや逆取り付けを防ぐために注意する必要があります。
(4) 金型取付後、金型取付台の締付けネジが確実にロックされているか確認してください。
(5)パンチダイのパンチとダイエッジが摩耗した場合、研ぎを時間内に停止する必要があります。そうしないと、ダイエッジの摩耗が急速に拡大し、ダイの摩耗が加速し、パンチの品質が低下しますそしてダイの命。
(6)大量生産に使用される一般的な金型のバックアップが必要であり、生産のニーズを確保するために生産を回転させることができます。
(7) スタンピング担当者は、金型を取り付けるときに、より柔らかい金属を使用して操作ツールを作成し、取り付けプロセス中にノックまたはスマッシュしたときに金型が損傷するのを防ぐ必要があります。
(8) 運搬中の金型の取り扱いには十分注意し、金型の刃先やガイドを傷つけないよう、ゴミの散乱は厳禁です。
(9) 使用後は金型を所定の位置に戻し、防油・防錆処理をしてください。
(10)金型の耐用年数を確保するために、金型のスプリングを定期的に交換して、スプリングの疲労損傷が金型の使用に影響を与えないようにする必要があります。
(11) 金属のプレスおよび図面生産において、プレスおよび図面の歩留まりに影響を与える要因は、大まかに言えば、プレス装置の精度、金型設計の合理性、プレス金型の品質、およびスタンピング オイルの性能です。 .