Pусский
Pусский スペイン語
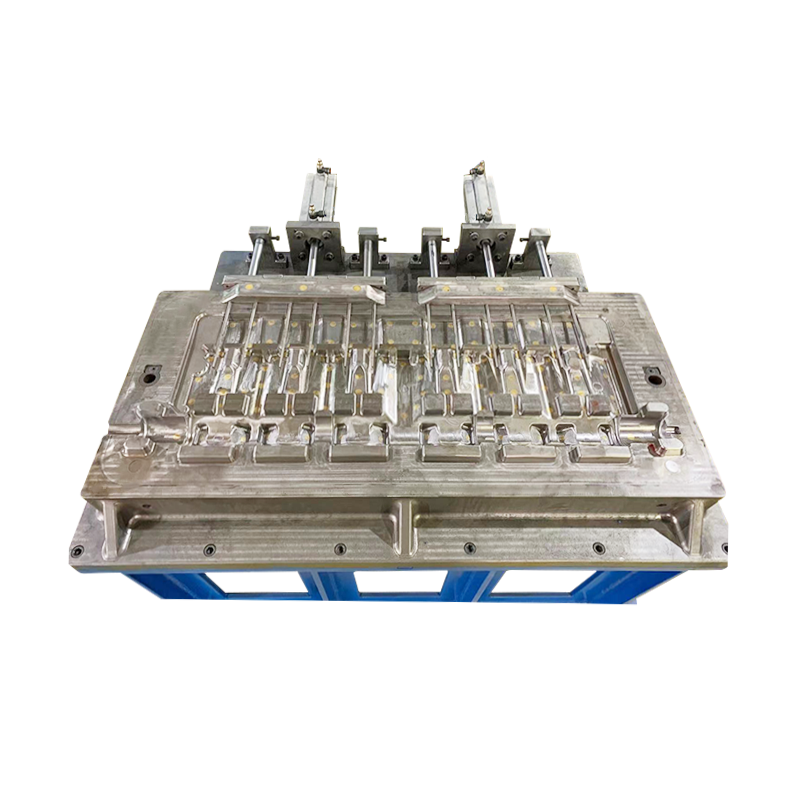
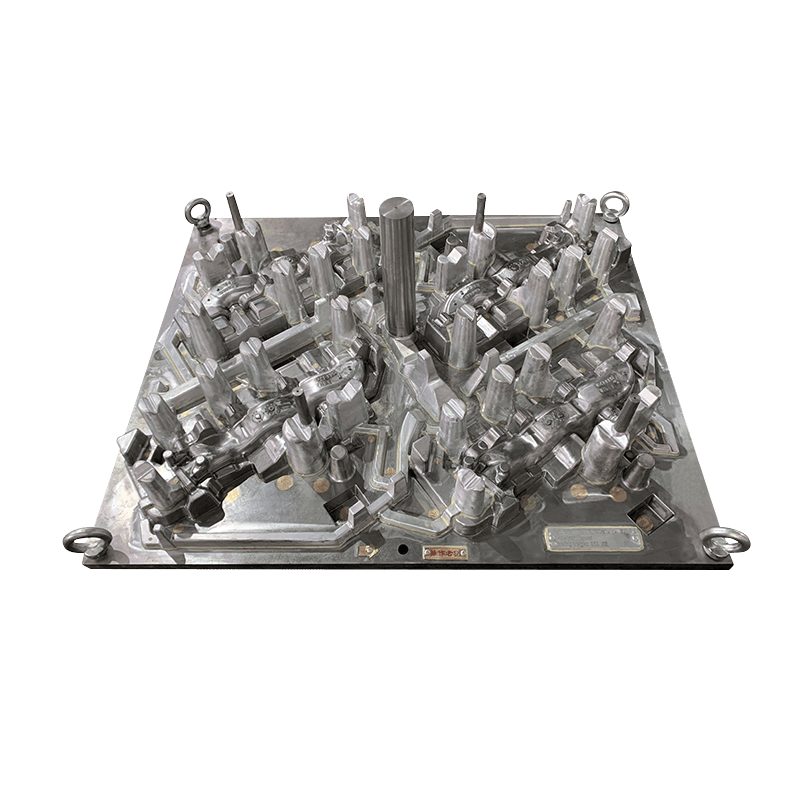
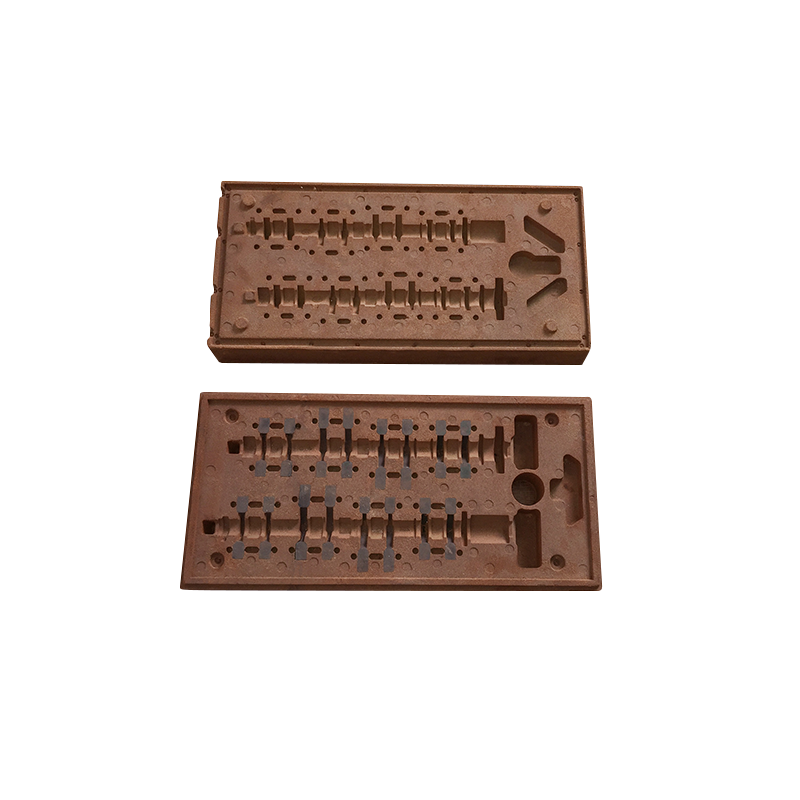
スペイン語 アルミニウム合金ダイカストの製造における注意事項:
1.壁の厚さ、厚さのギャップは補充に影響します;
2. 射出成形よりもはるかに難しい脱型のため、抜き勾配と脱型力の設定には特に注意が必要です。通常、ドラフト角度は、脱型の滑らかさを考慮して1〜3度です。外部ドラフトの勾配は内部ドラフトの勾配よりも小さく、外部ドラフトは1度、内部ドラフトは2〜3度です。
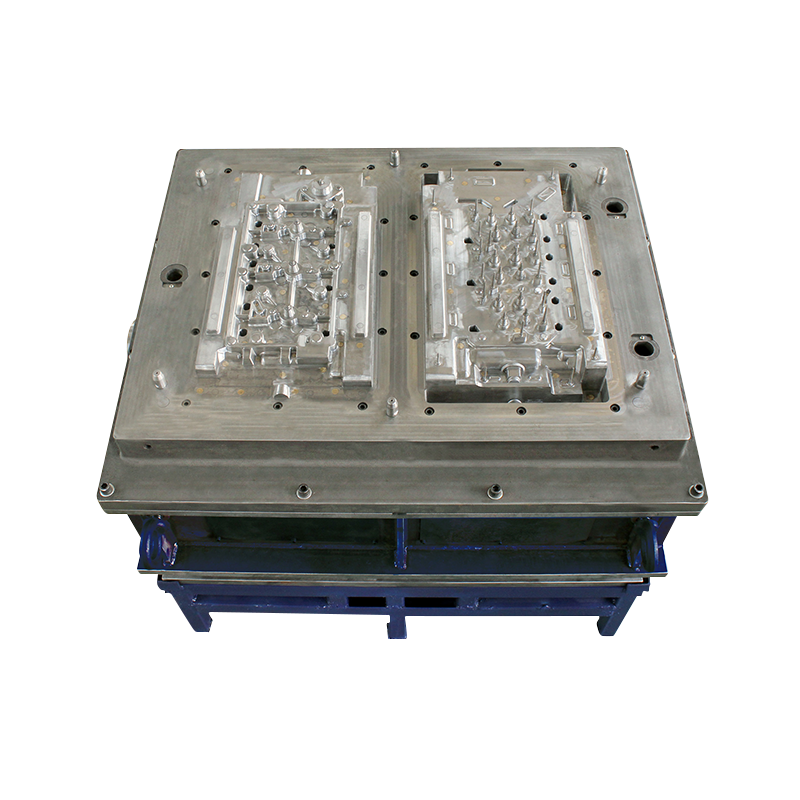
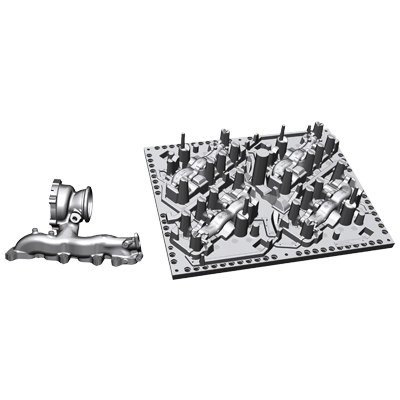
3. 金型に複数の方向ポンピング位置がある場合、両端が配置されていても、下部ポンピング センターはクラックの原因となるため、下部ポンピング センターは配置しない方がよいです。
4.一部のアルミニウム合金ダイカストには、オイル注入、粉末噴霧などの他の規制があります。このとき、設定を容易にするためにゲートオーバーフロー溝を避ける必要があります。
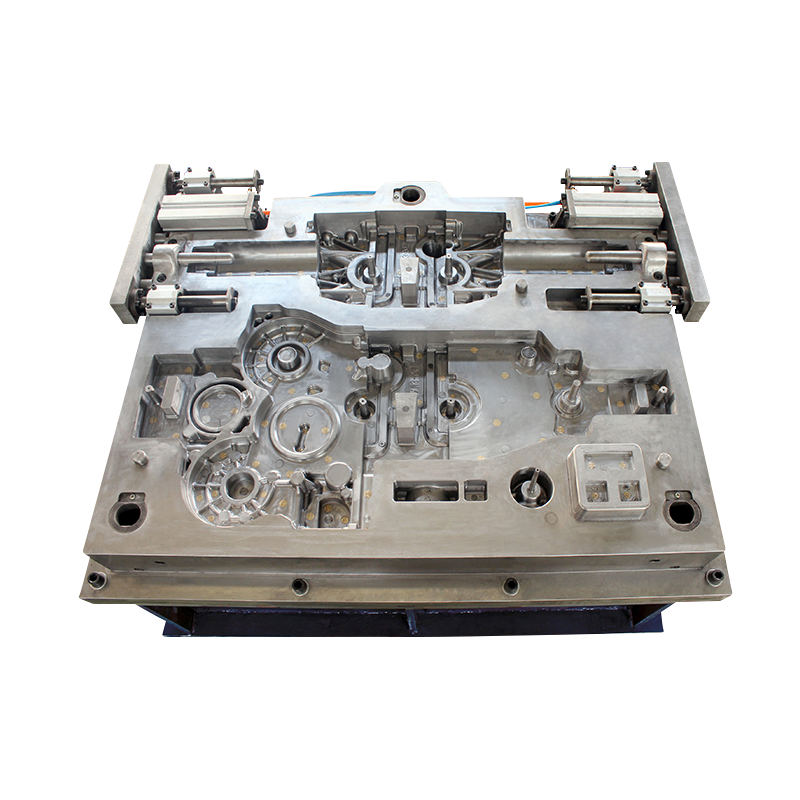
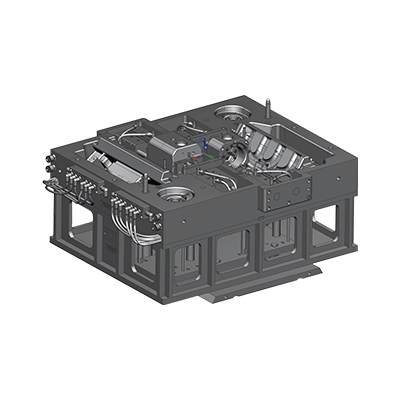
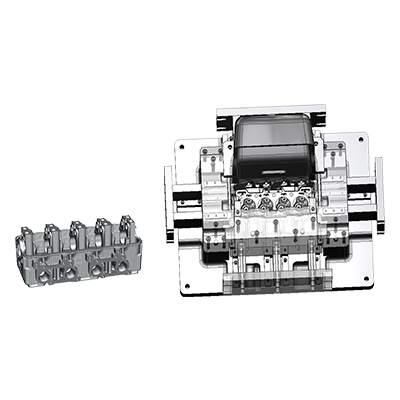
5.複雑な型枠のレイアウトを防ぎ、複数のコアまたはスパイラルコアを使用できません。
6. 外部処理を停止します。機械計画全体で加工量を残す必要があります。 、金型に火花が散る時が来ました。 0.8mm以下にするのが良く、硬質層で保護されているので加工面に気孔が見られません。
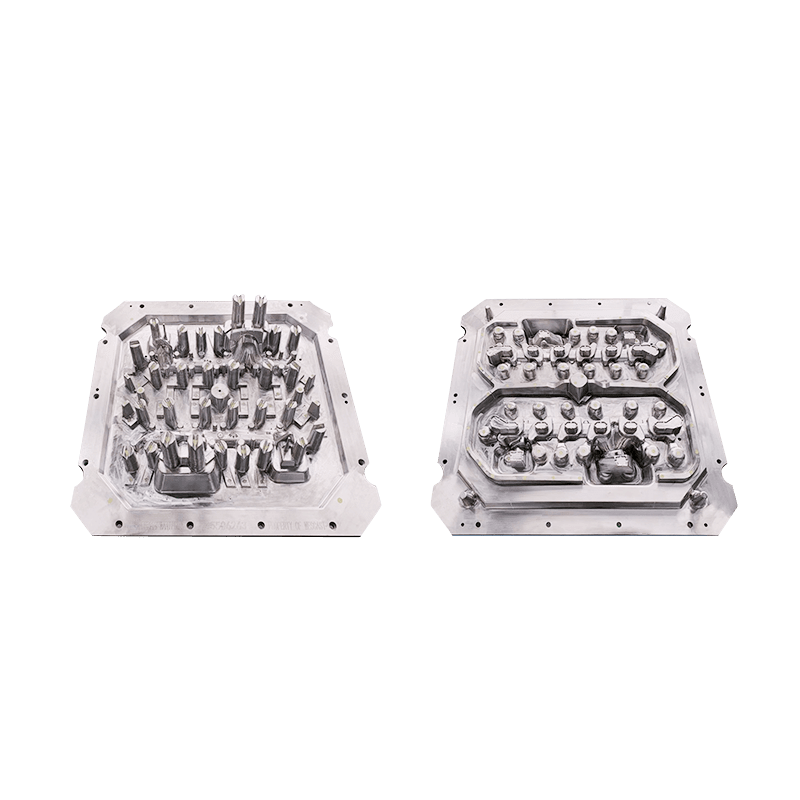
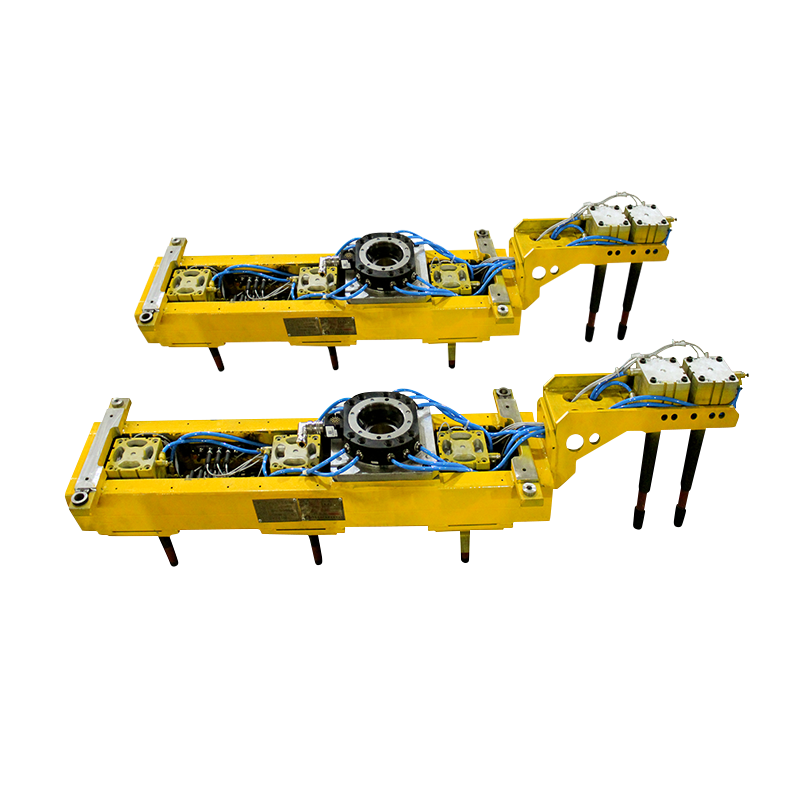
7. アルミニウム合金のダイカスト部品は伸縮性がなく、バックルの位置はプラスチックの位置と同じにする必要があります。
8.平日は深い穴を開けず、金型を開くときに穴を開けてから加工します。
9. 薄肉機の場合、薄すぎず、補強リブを使用して耐屈曲性を高める必要があります.