Pусский
Pусский スペイン語
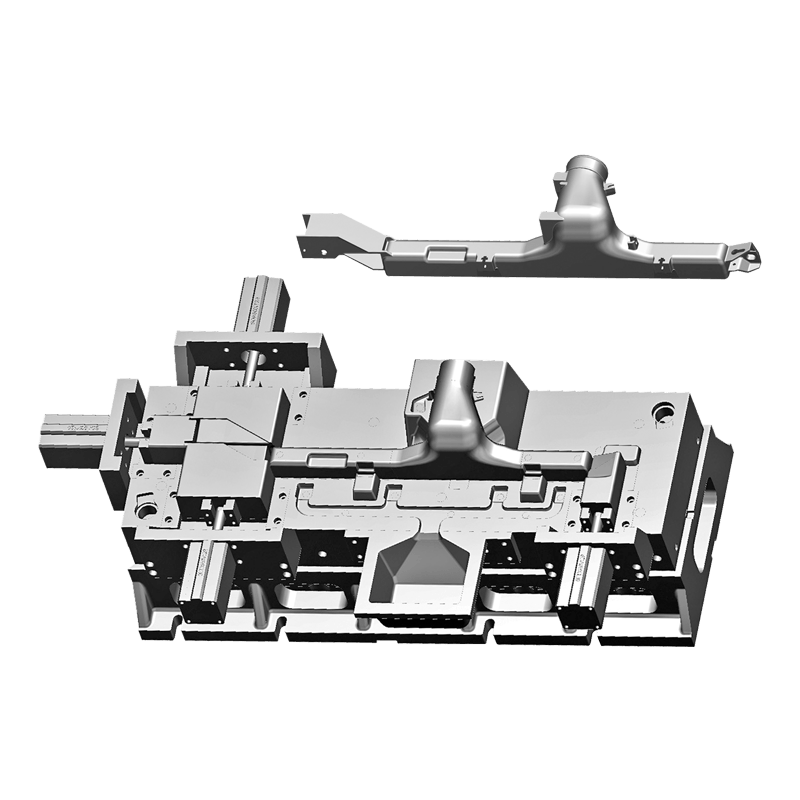
スペイン語 熱処理と表面仕上げは、製品の製造において不可欠なステップです。 自動車エンジン金型 。これらのプロセスは、金型部品の機械的特性を強化し、耐久性、熱安定性、精度を確保する上で極めて重要な役割を果たします。
熱処理:
アニーリング:
アニーリングは、金型部品の内部応力を緩和し、微細構造を改善し、硬度を下げるために使用される熱処理プロセスです。これには、コンポーネントを特定の温度に加熱し、制御された環境でゆっくりと冷却することが含まれます。
機械加工性を高めるために、金型部品の初期機械加工後にアニーリングが適用されることがよくあります。後続の機械加工プロセスでの反りや亀裂のリスクが軽減されます。
焼き入れ:
焼入れは、金型部品の高硬度と耐摩耗性の向上を実現するために使用される急速冷却プロセスです。部品を特定の温度に加熱した後、油や水などの急冷媒体に急速に浸漬します。
焼入れにより硬化した微細構造が形成され、金型部品の摩耗や変形に対する耐性が高まります。ただし、その後の焼き戻しが必要となる内部応力が発生する可能性があります。
テンパリング:
焼入れに続く焼き戻しでは、金型コンポーネントを特定の温度まで再加熱し、その後ゆっくりと冷却します。このプロセスにより、焼入れによってもたらされた脆性が軽減され、靭性が向上します。
焼き戻しにより、金型部品は動作負荷下でも亀裂や破損が起こりにくくなり、耐久性が維持されます。
窒化処理:
窒化は、金型部品の表層に窒素を導入するために使用される表面硬化プロセスです。これにより、丈夫なコアを維持しながら、硬くて耐摩耗性の表面層が作成されます。
窒化金型部品は、複雑なキャビティやコアの詳細を備えた部品など、耐摩擦性と耐摩耗性が重要な用途に特に適しています。
表面仕上げ:
研磨:
研磨では、表面の欠陥や凹凸を取り除き、金型部品の表面を滑らかで鏡面に仕上げます。
研磨により金型の表面の品質が向上し、射出成形時の材料流動時の摩擦が軽減され、金型の離型が促進されます。
コーティング:
耐摩耗性、耐食性、表面硬度をさらに高めるために、金型部品の表面にコーティングが施されることがよくあります。
一般的なコーティングには、TiN (窒化チタン)、TiCN (炭窒化チタン)、DLC (ダイヤモンドライク カーボン) などがあります。これらのコーティングは、金型コンポーネントの全体的な性能と寿命を向上させます。
テクスチャリング:
テクスチャリングには、金型コンポーネント上に特定の表面パターンまたはテクスチャを作成することが含まれます。これらのテクスチャは、細かい粒子から複雑なパターンまで多岐にわたります。
テクスチャード加工された金型表面は、射出成形品に特定の仕上げや表面特性を与えるために利用されます。たとえば、テクスチャリングにより、マット仕上げを作成したり、成形部品に革や木目などの特定の質感をシミュレートしたりできます。
ショットピーニング:
ショットピーニングは、小さな球状のメディア (ショット) を金型部品の表面に向けるプロセスです。これにより表層に圧縮応力が生じ、疲労や応力腐食に対する耐性が向上します。
ショットピーニングは金型部品の寿命を延ばすことができ、繰り返し荷重を受ける部品に特に役立ちます。
金型の性能への影響:
熱処理と表面仕上げは、自動車エンジン金型の性能に大きな影響を与えます。これらのプロセスにより、金型部品の機械的特性が向上し、高温射出成形の厳しい条件下での耐久性が保証されます。特に表面仕上げは、射出、離型時の材料の流れ、および部品の品質を向上させます。熱処理された金型部品と精密に仕上げられた金型部品の組み合わせにより、安定した高品質なエンジン部品の生産に貢献します。
精度と公差の維持:
熱処理と表面仕上げは、エンジン金型に必要な厳しい公差を維持するために精密に行われます。最終的なエンジン部品が正確な仕様を確実に満たすためには、金型部品の寸法と表面仕上げを管理することが不可欠です。これらのプロセスは、金型の精度の完全性を維持するために、細部に細心の注意を払って実行されます。