Pусский
Pусский スペイン語
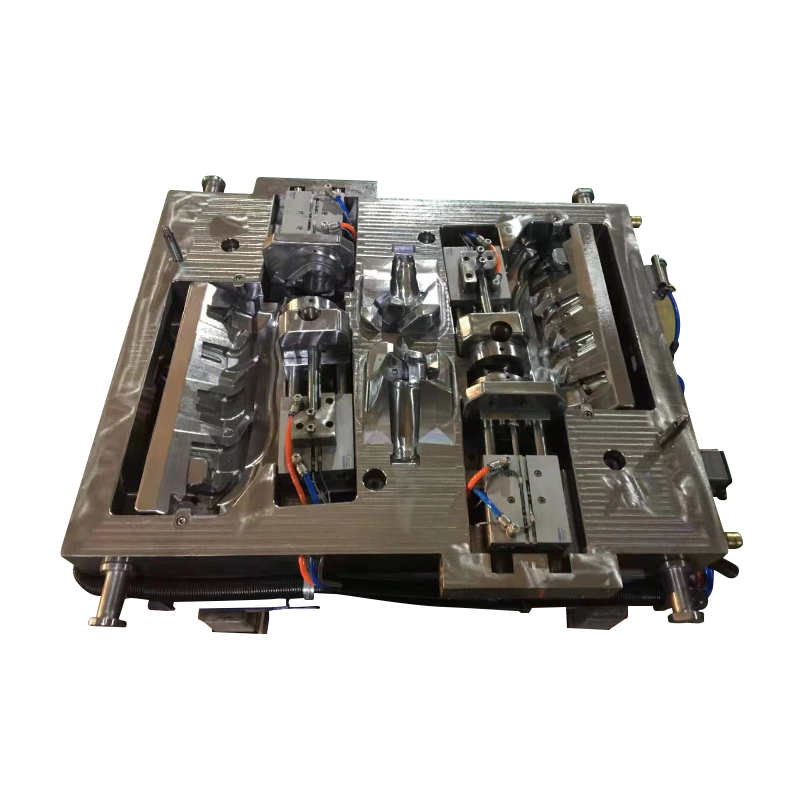
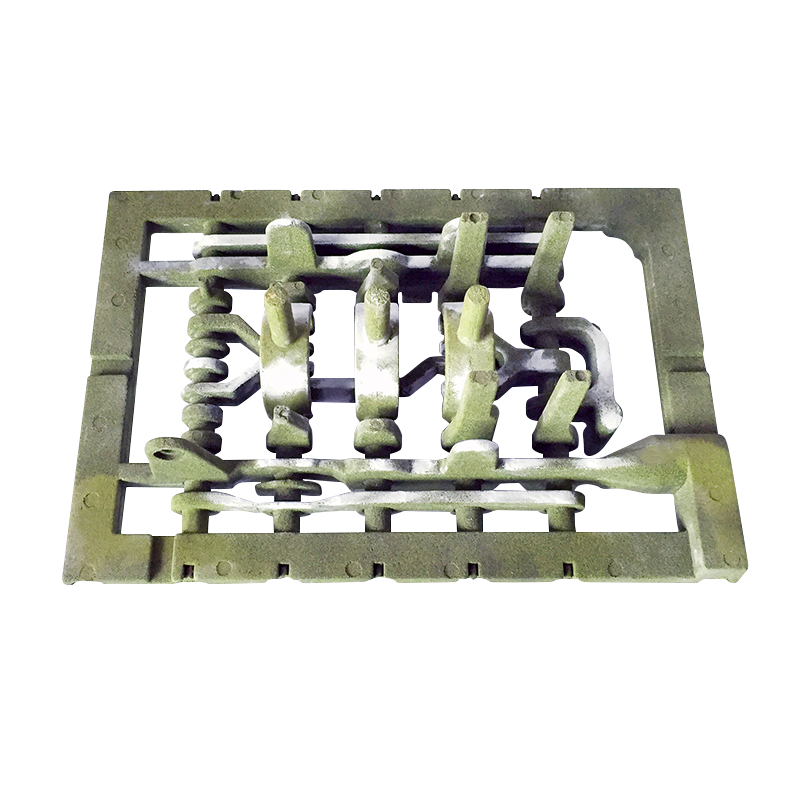
スペイン語 抜き型は鋳物からゲート、バリ、オーバーフローをカットするものです。ダイカストの大部分はトリミングする必要があります。トリミング方法は、鋳物のサイズ、鋳造合金の種類、およびトリミングする必要がある鋳物の数に応じて決定されます。使用する方法に関係なく、ほとんどの場合、トリミングされる鋳造品の数は非常に多く、トリミング プロセスはダイカスト マシンの高い生産性に追いつくことができなければならないことを理解することが重要です。エッジをトリミングする最も簡単な方法は、キャスティングの不要な部分を手で取り除くことです。小さい鋳物の場合、これはゲート、フラッシュ、およびオーバーフロー グルーブを壊します。大きな鋳物の場合、無駄な部分を叩き落とすためにハンマーを使用する必要があります。折れたエッジは砥石で滑らかにできますが、砥石で削れない部分は手作業でやすりがけする必要があります。
鋳物の無駄な部分を取り除くために、設計段階でさまざまな対策を講じる必要があります。ゲートの厚さとオーバーフロー溝の界面の厚さは、簡単に切断できるように小さくする必要があり、ゲート領域の軸方向の収縮を最小限に抑える必要があります。ただし、鋳物の品質に影響を与えないように、ゲートの厚さは薄すぎてはいけません。円筒形部品のような湾曲したインゲートは壊れにくいため、インゲートはできるだけプロファイルの直線部分に配置する必要があります。これは、湾曲したパーティング サーフェスに沿って走るインゲートにも当てはまります。
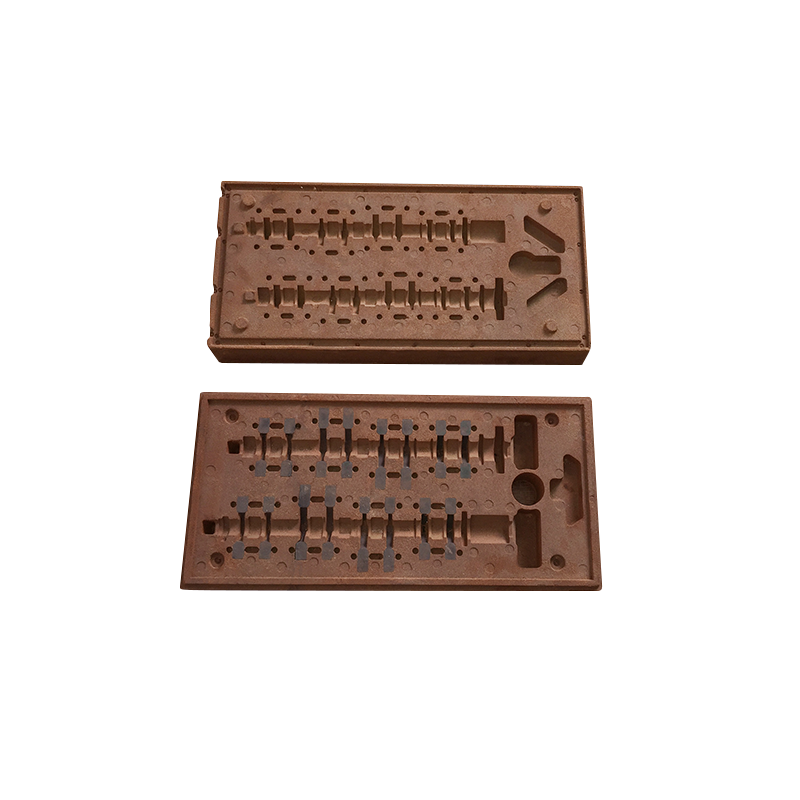
ダイカストの内部ゲートが非常に厚い場合があり、充填速度と充填時間が減少します。これにより、ダイカスト プロセスで発生する金型浸食の問題が軽減されます。この問題は、溶融金属と金型の温度が高いことに起因する永続的な問題です。鋳物の強度が高く、厚いスプルーを使用しているため、鋳物をスプルーするために帯鋸を使用する必要があります。
トリミング プレスは、多数の複雑な鋳物に使用され、鋳物をトリミング ダイに押し込みます。抜き型をできるだけシンプルにするために、パーティング面はできれば段差をつけない方がよいでしょう。トリミング プレスは、多くの場合、ダイカスト マシンの近くに配置されます。これにより、オペレーター、鋳造ピッカー、またはロボットは、ダイカスト マシンから鋳造品を取り出すときに、鋳造品をプレスに直接配置できます。トリミング プレスまたはトリミング ダイのいずれかが故障すると、プレスまたはトリミング ダイを修理するときに、鋳物からゲートとバリを取り除くための代替方法がすぐに提供されない限り、ダイカスト マシンも動作しなくなることを意味します.