Pусский
Pусский スペイン語
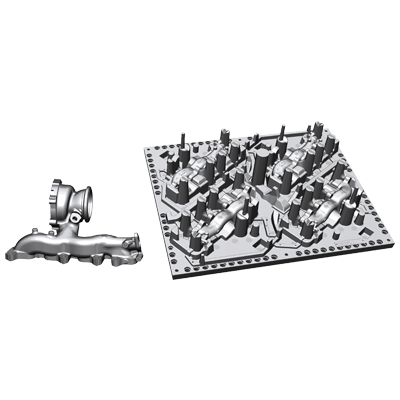
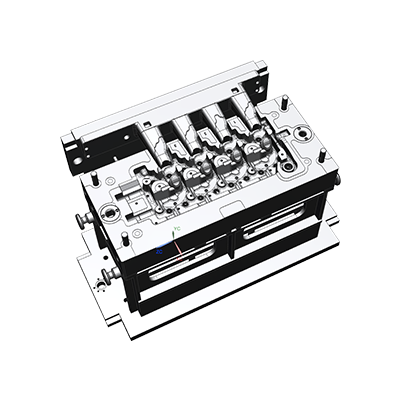
スペイン語 ダイカスト部品の品質と生産性は、ダイカスト金型の熱収支管理が正しいかどうかに大きく左右されます。ダイカスト金型の熱バランスを効果的に制御および調整することによってのみ、ダイカスト プロセス パラメータを安定させることができます。
ダイカスト生産において、金型によって放散される熱が、合金液から金型への入熱よりも大きい場合。たとえば、より大きな金型を使用して薄肉部品をダイカストしたり、より多くのスライダーを備えた金型を使用したりする場合。構造、金型の熱バランスを達成するために、追加する必要があります。型に熱を加えます。追加の熱を加える方法は、金型温度制御機を使用するか、金型に調整可能な管状電気ヒーターを配置するか、金型の外側に断熱材を配置するか、オーバーフロー溝を含む鋳物の余分な部分を設定することで解決できます。逆に、金型による入熱は放熱による熱出力よりも大きく、金型温度は仕様を超えており、人工的な強制冷却を使用する必要があります。
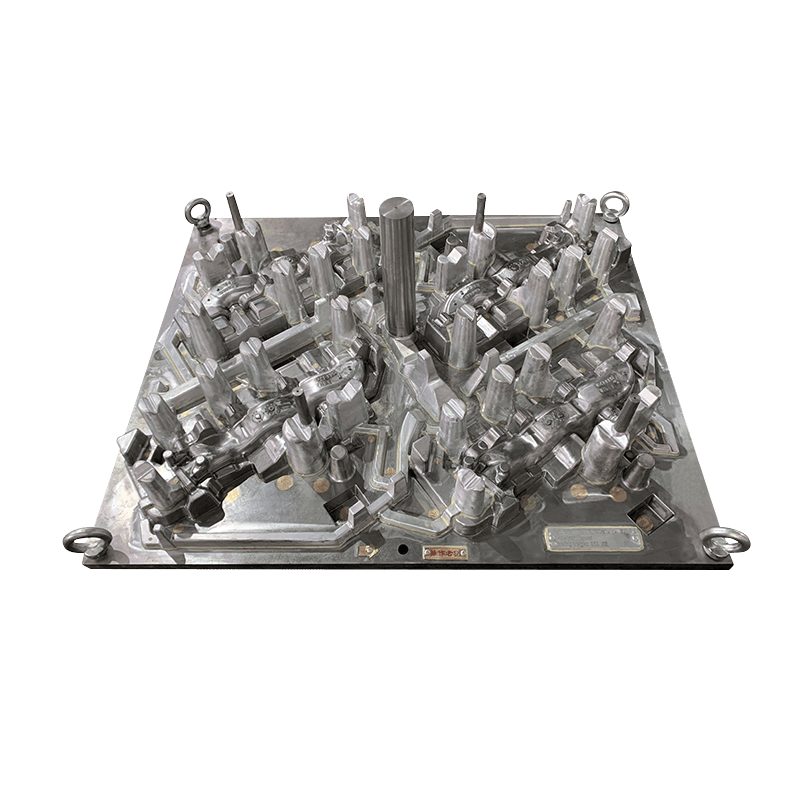
ダイカストサイクルごとに、金型は合金液からの入力熱を吸収し、熱伝導によって外部に熱を放散します。一般に、輻射と自然対流は全入力熱の 5% しか失わず、残りの 95% は完全に金型に吸収されます。熱伝導出力。金型の熱吸収と熱放散が単位時間で等しい場合、平衡状態を達成できます。つまり、金型は熱平衡に達し、金型への熱入力は熱出力の合計に等しくなければなりません。各ダイカスト サイクルで、金型の入熱と出熱が同じになるように、自然放散と人工冷却を行います。
実際の生産では、注湯温度、金型予熱温度、合金液の容量、金型容積、注湯オーバーフローシステムの位置と量、金型冷却条件、運転サイクルタイムなど、金型の熱収支に影響を与える要因は数多くあります。金型の良好な熱バランスを達成するには、射出圧力、パンチ速度、金型の保持と排出時間、スプレー、および影響および制限するその他の要因を含む、ダイカスト プロセス パラメーターの調整によって達成する必要があります。お互い。
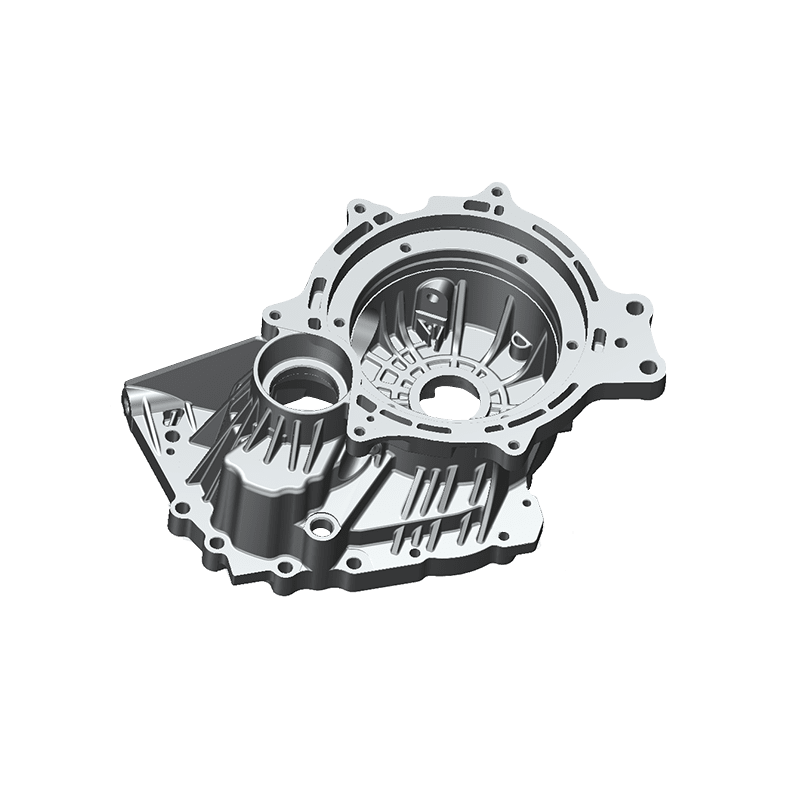
金型温度の選択と調整は、鋳物の形状、サイズ、構造特性、および合金の特性、金型構造、および注湯条件に従って総合的に考慮する必要があります。ダイカスト金型の推奨使用温度は、合金180~240℃、アルミ合金200~250℃、銅合金280~350℃です。
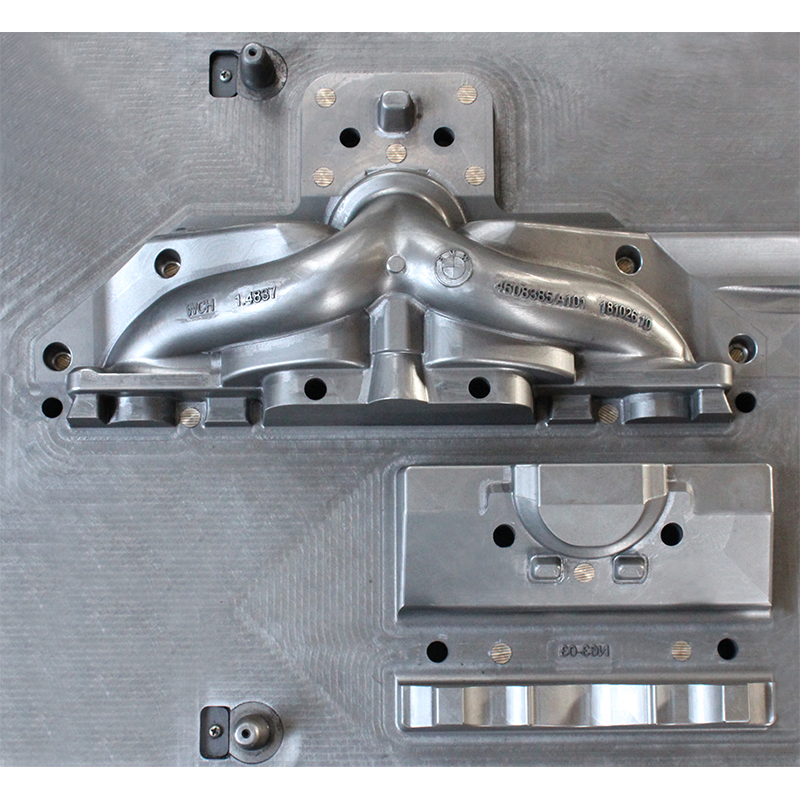
金型温度を効果的に制御および調整することは、ダイカスト金型の寿命を延ばすだけでなく、合金液の良好な充填と安定した鋳造品質を確保するための重要なプロセス パラメータでもあります。現在、金型温度を制御する対応する手段のないダイカスト部品の品質に関する要件を持つダイカスト ワークショップでは、基本的に、合金液の過度の冷却と金型の急激な増加を避けるために、製造前に金型を予熱する必要があります。鋳物の品質と過熱を低下させる温度勾配。金型が早期に損傷した場合は、金型の主要部分の温度をチェックし、プロセス規則、生産リズム、合金液の注入の流れに従って調整し、スプレーの調整を制御する必要があります.